
Konstruktive Auslegung Fügezone – Teil 1
Ein wesentlicher Baustein für einen robusten Prozess ist die konstruktive Auslegung der Fügezone. Grundsätzlich kann man verfahrensunabhängige und verfahrensabhängige Kriterien unterscheiden. Die folgenden Kriterien und Aussagen sind allgemeingültig für alle Verfahrensvarianten.
MATERIALDICKE – Abhängig vom eingesetzten Material des lasertransparenten Fügepartners sollte die Materialdicke in dem Bereich, in welchem die Laserstrahlung das transparente Bauteil passiert, nicht übermäßig stark ausgelegt werden. Als guter Richtwert hat sich bewährt, dass die Materialdicke ähnlich der geplanten Breite der Schweißnaht gewählt wird. Grundsätzlich gilt jedoch als Faustformel: je dünner desto besser! Aufgrund der Vielzahl unterschiedlicher Materialien und der Farb- und Füllstoffvarianten empfiehlt sich immer die Rücksprache mit einem erfahrenen Spezialisten der Fa. EVOSYS sowie eine Transmissionsmessung zur Abschätzung der Schweißfähigkeit.
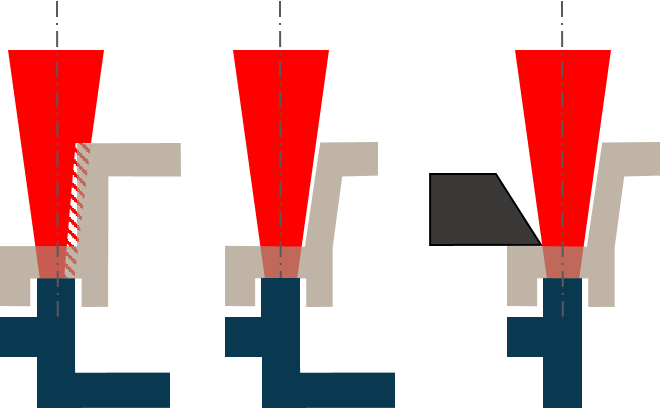
ZUGÄNGLICHKEIT – Aufgrund der für den üblicherweise fokussierten Laserstrahl charakteristischen Strahlform ist es erforderlich im Bereich oberhalb der Fügezone für eine abschattungsfreie Zugänglichkeit zu sorgen. AUFLAGEFLÄCHE SPANNVORRICHTUNG – Eine wesentliche Komponente des Laserschweißprozesses ist die Fügekraft zwischen den beiden Fügepartnern. Um diese in die zu fügenden Bauteile einzuleiten ist der Einsatz einer Spannvorrichtung erforderlich. Üblicherweise ist eine Krafteinleitung in unmittelbarer Nähe der gesamten Schweißnaht erforderlich. Für die Auflage der entsprechenden Spannvorrichtung muss im Bereich der Fügezone ausreichend Platz vorgesehen und die Zugänglichkeit für den Laserstrahl gewährleistet werden. Die eingesetzte Kraft bewegt sich dabei meist in einem Bereich von 2-5 N/mm^2 bezogen auf die Schweißnahtfläche. Auch ein entsprechendes Gegenlager für die Aufnahme der eingeleiteten Kraft muss vorgesehen werden. In den überwiegenden Fällen erfolgt dies direkt über das Bauteil und eine Bauteilaufnahme welche der Formkontur der Gesamtbaugruppe folgt.