
Konstruktive Auslegung der Fügezone – Teil 3
Dem radialen Laserschweißen radialsymmetrischer Baugruppen, wie z. B. Konnektoren medienführender Leitungen, kommt eine besondere Bedeutung zu. Anders als bei den sonstigen Verfahrensvarianten, wird aufgrund der Fügegeometrie in aller Regel keine zusätzliche Spannkraft aufgebracht. Um dennoch einen guten thermischen Kontakt und einen ausreichenden Fügedruck in der Schnittstelle zu gewährleisten, sollten die Bauteile vor dem Schweißen eine Presspassung aufweisen. Das kann im einfachsten Fall dadurch realisiert werden, dass der Durchmesser des inneren Fügepartners (z. B. eine Leitung) mit einem Übermaß im Vergleich zum äusseren Fügepartner beaufschlagt wird, das typischerweise in einem Bereich von 0,1 mm – 0,2 mm (bezogen auf den Durchmesser) liegt.
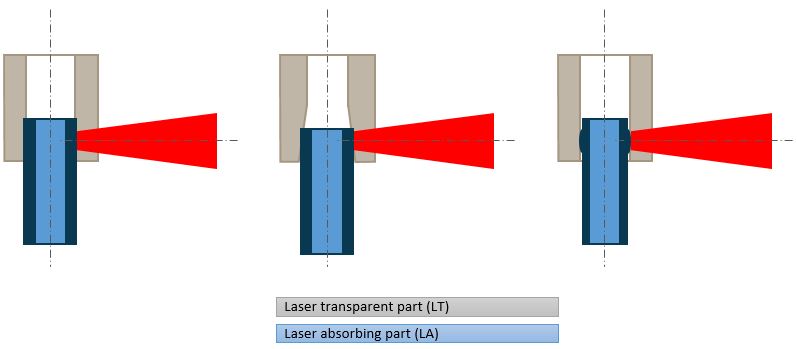
Weitere Möglichkeiten sind, das innere Teil mit einer erhabenen Schweißrippe zu versehen oder die Kontaktflächen leicht konisch auszuführen, so dass durch zusätzliches Aufbringen einer Axialkraft ebenfalls eine radiale Pressung erzeugt wird. Die Herausforderung ist hierbei, dass die Baugruppen vor dem Schweißen noch montiert werden können, unter Berücksichtigung der Toleranzen im schlechtesten Fall aber immer noch eine radiale Überschneidung > 0 mm aufweisen. Die Toleranzfelden müssen, zumindest in der Fügezone, also ausreichend klein gewählt werden. Keinesfalls sollte der Sitz der Teile lose, d. h., radiales Spiel in der Schnittstelle vorhanden sein.
Weiter gilt, dass neben der Schweißnaht in axialer Richtung noch ausreichend
unplastifiziertes Material vorzusehen ist. Z. B. sollte die Schweißung nicht direkt auf der Kante eine Leitungsendes platziert werden. Wenn die Schmelze bei ihrer Ausdehnung nicht seitlich ausweichen kann, begünstigt dies eine radiale Expansion in Richtung des äußeren Fügepartners und somit sowohl die Ausbildung eines inneren, radialen Fügedrucks als auch eine bessere Spaltüberbrückbarkeit.
Letztlich sind für Radialschweißungen die ähnlichen allgemeinen Hinweise zu beachten, wie für die anderen Verfahrensvarianten auch. D. h., im Bereich der Fügezone sollten sich beispielsweise keine Anspritzpunkte, Werkzeugtrennebenen oder andere Merkmale befinden, die zu Graten, Erhaben- oder Unebenheiten führen, die einen guten (thermischen) Kontakt der Fügeteile behindern oder die optischen Eigenschaften signifikankt beeinflussen.